Blog
8.162019
鍛造・プレス加工の種類と工程管理における品質項目と管理方法
鍛造・プレス加工のつくり方の違いと管理ポイント
鍛造もブレスも金型やパンチなどによって塑性加工を行い、さまざまな形状の部品をつくるという点では同じ工法ですが、その違いや管理方法がわからないという方も少なくありません。
この記事では、熱間鍛造・冷間鍛造・プレス加工の特徴と工程及び品質管理の基礎知識を紹介します。
それぞれの工法には、得手不得手の特徴があり、その特徴を知ることで、つくりたい製品に求められる品質・コストに合った方法を選ぶことができ、製造することができるようになります。
<目次>
鍛造とは~工法の違いと特徴
鍛造の品質管理項目と品質管理上の注意点
プレスとは~工法の違いと特徴
プレスの品質管理項目と品質管理上の注意点
鍛造・プレスの品質管理方法
鍛造とは~工法の違いと特徴

鍛造は、材料をハンマーで叩いたり、金型で押しつぶして成形することで部品をつくります。
材料を熱して、やわらかくした状態で叩いたりして成形するものを熱間鍛造と言います。
常温のまま、叩いたりして成形するものを冷間鍛造と言います。
鍛造の特徴
これら鍛造の特徴を整理しましょう。
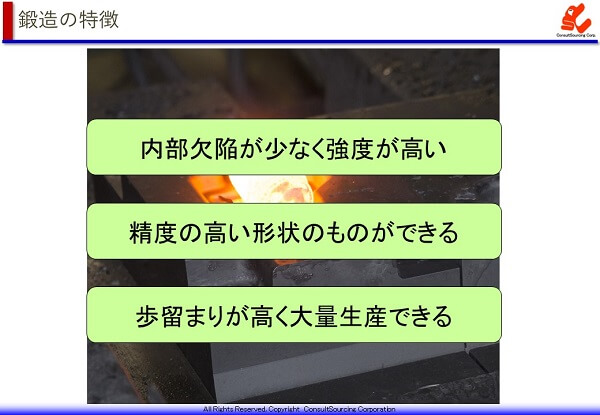
鍛造では、金属内部の空隙をつぶし、結晶を整えたり、微細化したりすることで、内部欠陥が少なく、強度の高い部品をつくることができます。
冷間鍛造では、寸法形状の精度の高い部品をつくることができます。
歩留まりが高く、大量生産ができます。
熱間鍛造と~製造工程
熱間鍛造から見ていきましょう。
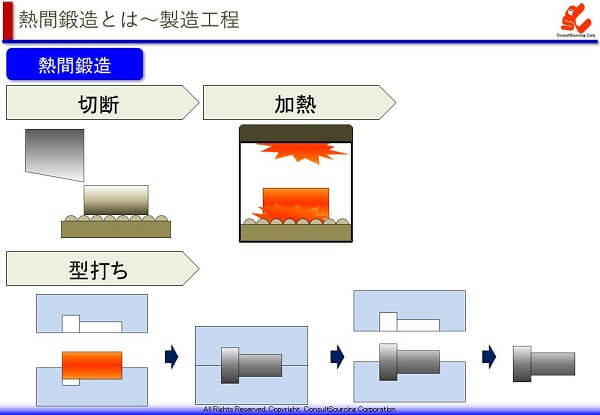
材料を規定の寸法に切断します。
鍛造後の寸法や形状を得るために適切な寸法でカットします。
切断した材料を再結晶温度まで加熱し、やわらかくします。
やわらかくなった材料を金型に入れます。
加圧して、金型の形状を転写して、成形します。
金型ではなく、ハンマーで叩いて、形をつくっていく方法もあります。
材料が冷えて、形状が安定します。
材料を再結晶温度まで熱して、やわらかくして成形するので、鉄など常温で成形しにくい材料や複雑な形状の部品、大型の部品の加工に向いています。
冷間鍛造とは~製造工程
続いて、冷間鍛造です。
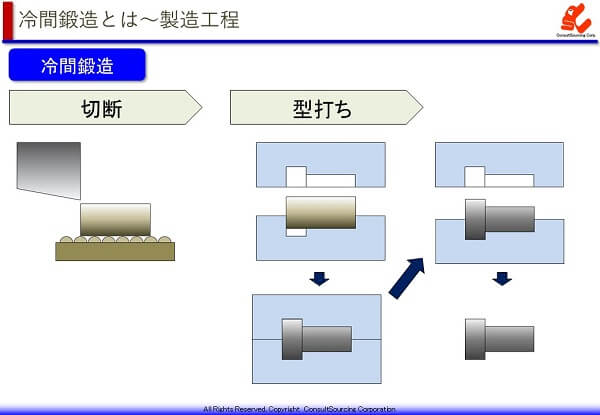
材料を規定の寸法に切断します。
鍛造後の寸法や形状を得るために適切な寸法でカットします。
カットした材料を金型に入れます。
加圧して、金型の形状を転写して、成形します。
金型ではなく、ハンマーで叩いて、形をつくっていく方法もあります。
冷間鍛造は、表面の仕上がりがきれいで、寸法精度が高いという特徴があります。
常温で成形するので、高い加圧力が必要となるため、常温でも比較的やわらかい非鉄金属などの材料、変量が少ない形状、小型の部品などの加工に向いています。
鍛造の品質管理項目と品質管理上の注意点
続いて、鍛造の品質管理項目と品質管理上の注意点です。
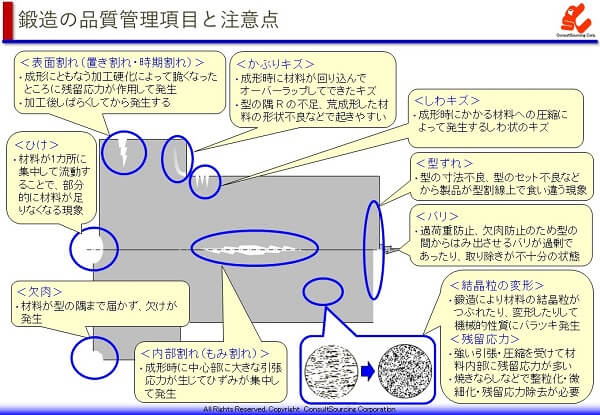
結晶粒の変形と残留応力の確認
鍛造とは、強い力で塑性加工するものです。
そのため、材料の結晶粒がつぶれたり、変形したりすることで、材料の機械的性質にバラツキが発生し、問題となる場合があります。
また、加工時に強い引張や圧縮を受けて材料内部に残留応力が多く残ることがあり、割れや変形の原因となる場合があります。
結晶粒の変形などは組織観察で見ることはできますが、全領域の確認、詳細に確認することは難しいです。
また、残留応力も特別な方法でないと簡単には調べることができません。
結晶粒の変形による機械的性質のバラツキ、残留応力が問題となるような部品の場合は、鍛造後に熱処理を行い、これらを取り除くことが必要となります。
表面割れと内部割れの確認
表面割れは、置き割れ、時期割れとも言われるものです。
鍛造による塑性変形で硬さが増す加工硬化が発生します。
加工硬化によって脆くなったところに、鍛造で加えられた力による残留応力が作用して、割れが発生します。
鍛造後、しばらく経ってから発生することもあり、製品納品後に割れが発生することもあります。
製品の出荷検査での確認も必要です。
内部割れは、成形において材料が周辺に広がっていく過程で、中心部において大きな引張応力が生じて、ひずみが集中して割れが発生するものです。
材料を切断して割れの有無を確認します。
かぶりキズとしわキズの確認
かぶりキズは、成形時に材料が型の中を回り込んでオーバーラップしてできたキズです。
型の隅Rの不足、前処理の切断や荒成形での形状不良が原因となることが多いです。
切断したり、仕上げ加工しての目視確認や磁気探傷などによって確認します。
しわキズは、成形時にかかる材料への圧縮によって発生するしわ状のキズです。
目視の確認、切断しての確認をします。
ひけと欠肉の確認
ひけとは、成形時に材料が一ケ所に集中して、流動することで、部分的に材料が足りなくなり、へこみが発生する現象です。
目視や寸法測定で確認します。
欠肉は、成形時に材料が型の隅まで届かず、欠けが発生する現象です。
バリと型ずれの確認
バリは、金型の型割線に沿って発生します。
過荷重防止、欠肉防止のために型割線の間から意図的にはみ出させるものです。
このバリが、過剰であったり、削除残りがないか確認します。
型ずれも確認します。
型の寸法不良、セット不良など、型割線上で形状がずれる現象です。
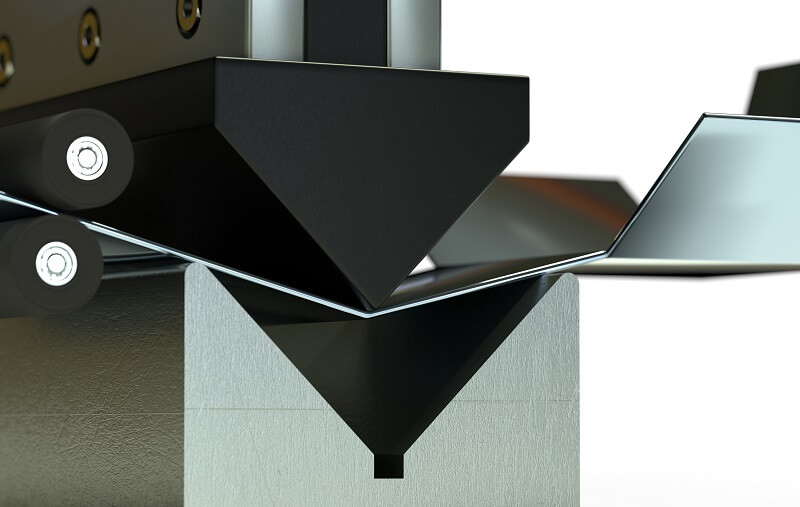
プレスとは~工法の違いと特徴
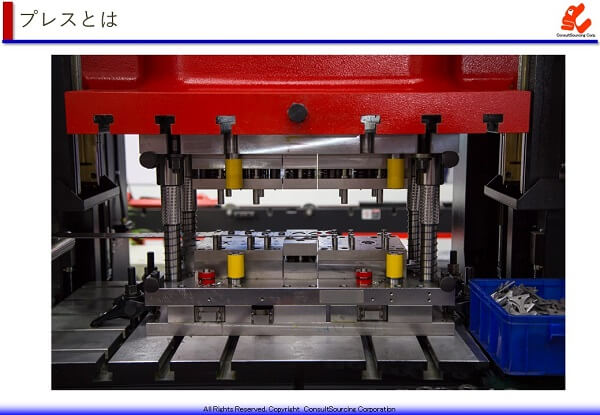
プレスは金型で板材を曲げたり、せん断したり、絞ったりして形状をつくります。
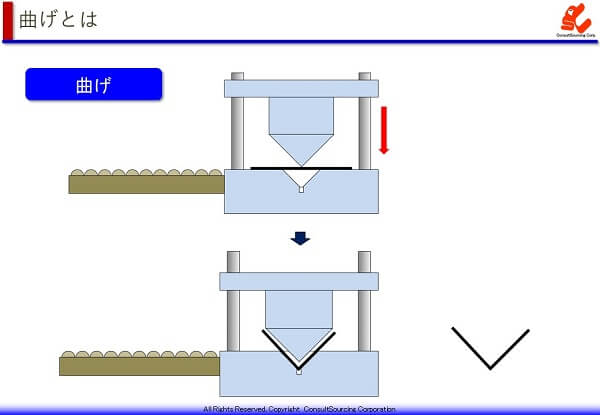
プレスの曲げ加工は、金型で板状の材料を挟んで、様々な角度に曲げる方法です。
曲げ加工を組み合わせることで、様々な形状の部品をつくることができます。
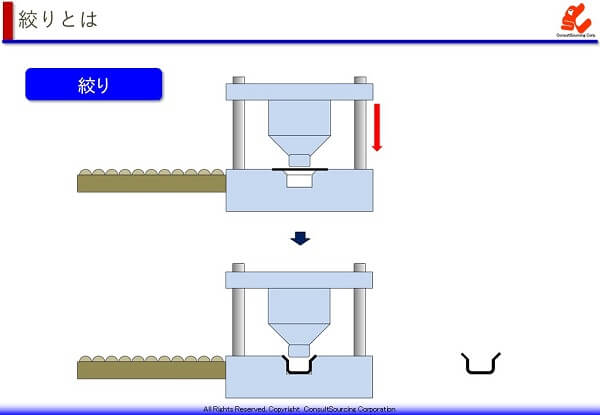
絞り加工は、板状の材料を上下の型で挟み、中空形状に成形する方法です。
絞り加工は、金型の形状を転写して形状をつくるため、曲面形状も含めて多種多様な形状をつくることができます。
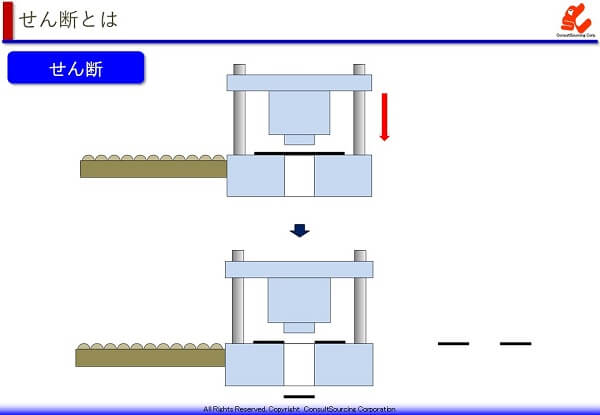
せん断加工は、板状の材料の一部を金型によって型抜きする方法です。
せん断加工は、金型の形状で型抜きするため、必要とする形状を自由につくることができます。
ブレスの特徴
プレスの特徴を整理しましょう。
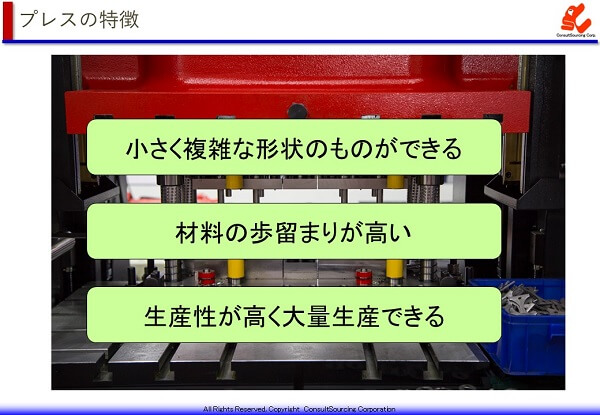
プレスでは、小さくて複雑な形状の部品でも加工できます。
薄い板の材料を折り紙のように加工するため、高い材料歩留まりで部品をつくることができます。
秒単位のスピードで成形でき、高い生産性で大量生産ができます。
プレスの品質管理項目と品質管理上の注意点
続いて、プレスの品質管理項目と品質管理上の注意点です。
かじりの確認
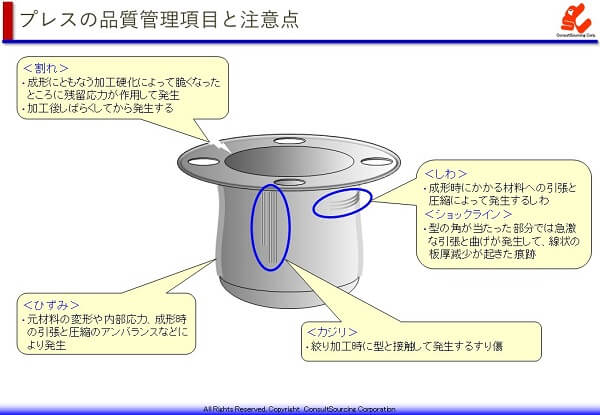
絞り加工などでは、型と材料が強く接触するため、すり傷となるカジリが発生します。
型のクリアランスや潤滑剤の適切な管理が不十分な場合に発生します。
しわとショックラインの確認
しわは、プレスでの成形時にかかる材料への引張と圧縮の力で発生します。
ショックラインは、型の角が当たった部分での急激な引張と曲げによって、線状の板厚減少が発生した痕跡として現われます。
割れの確認
プレスでは、塑性変形で硬さが増す加工硬化が発生します。
加工硬化によって脆くなったところに、プレス加工で加えられた力による残留応力が作用して、割れが発生します。
プレス加工後、しばらく経ってから発生することもあり、製品納品後に割れが発生することもあります。
製品の出荷検査での確認も必要です。
ひずみの確認
形状や寸法を狂わせるのがひずみです。
元材料の変形や内部応力、成形時の引張と圧縮のアンバランスなどによってひずみが発生します。
いずれも、プレス型の評価、調整で確認し、対策します。
生産後は、プレス型の摩耗劣化によって、発生することがあるので、定期的な確認が必要です。
せん断面の確認
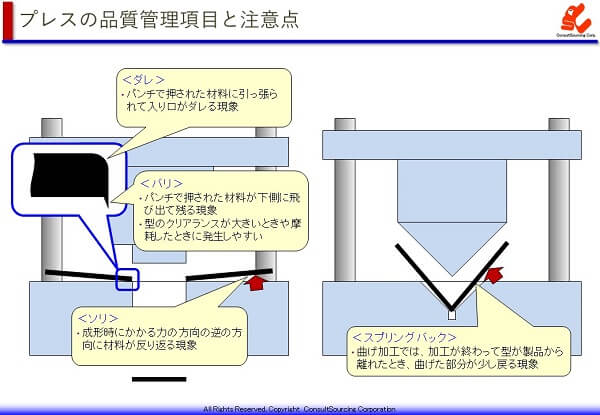
せん断面の品質の確認項目です。
ダレは、せん断加工において、上型のパンチで押された材料に引っ張られて入り口周辺がダレる現象です。
バリは、せん断加工でパンチに押された材料が下側に飛び出る現象です。
いずれも、パンチと下型のダイスのクリアランスが大きいとき、摩耗などによってパンチの刃先の切れ味が悪くなったときなどに発生します。
クリアランスの適切な調整・管理、摩耗部分のメンテナンスが必要です。
ソリとスプリングバックの確認
ソリは、成形時にかかる力の方向の逆の方向に材料が反り返る現象です。
スプリングバックは、曲げ加工などで、加工が終わって型が製品から離れたとき、曲げた部分が少し戻る現象です。
いずれも、プレス加工では、必ず発生する現象です。ソリ量や戻り量を見込んだプレス型や工程の設計が不可欠です。
また、生産後、プレス型の摩耗劣化などによって、ソリ量や戻り量が大きくなることもあるので、定期的な確認とメンテナンスが必要です。
鍛造・プレスの品質管理方法

関連記事
-

-

2019.8.21
溶接の種類と工程管理における品質項目と管理方法
-

2018.8.19
QC7つ道具の使い方:現状調査から原因分析に役立つQC手法のテキスト、作成事例
-

2018.8.15
QC7つ道具の使い方:対策立案から改善・分析に役立つQC手法のテキスト、作成事例





最近の記事
-

-

2025.8.5
進まないDXの原因は?実際と計画を連動させて効果を出す製造DXの勘所 -

-

2024.4.26
課題・問題発見力を高める13の方法とフレームワーク -

2024.4.25
原因分析の手法~なぜなぜ分析で真因を導き出す手順とツールを事例で解説
人気の投稿とページ
Copyright © 改善と人材育成のコンサルソーシング株式会社