Blog
7.272019
鋳造・ダイカストとは~その種類・特徴と工程管理のポイント

鋳造・ダイカストのつくり方の違いと管理ポイント
砂型鋳造・ダイカスト・ロストワックスは溶けた金属を型に入れて固めると工法ですが、その違いや管理方法がわからないという方も少なくありません。
この記事では、砂型鋳造・ダイカスト・ロストワックスの特徴と工程及び品質管理の基礎知識を紹介します。
それぞれの工法には、得手不得手の特徴があり、その特徴を知ることで、つくりたい製品に求められる品質・コストに合った方法を選ぶことができ、製造することができるようになります。
<目次>
鋳造・ダイカストの種類と特徴
・砂型鋳造とは~製造工程
・ロストワックスとは~製造工程
・ダイカストとは~製造工程
鋳造・ダイカストの品質管理項目と注意点
鋳造品・ダイカスト品の検査方法
鋳造・ダイカストの種類と特徴
鋳造は、溶けた材料を鋳型に流し込み、冷やし固めて部品をつくります。
鋳型を砂でつくったものを砂型鋳造と言います。
金属でつくられたものを金型鋳造、ダイカストと言います。
石膏やセラミックスの鋳型を使うものをロストワックスと言います。
金型鋳造やダイカストの鋳型は繰り返し使えますが、型の製作費が高額となるため、大量生産向けの工法です。
砂型鋳造やロストワックスの鋳型は、一回限りの使い捨てですが、型製作費が安いため、小ロット生産向けとなります。
砂型鋳造は、金型の使えない鉄などの溶融温度の高い材料の鋳造に使われる工法でもあります。
鋳造・ダイカストの特徴
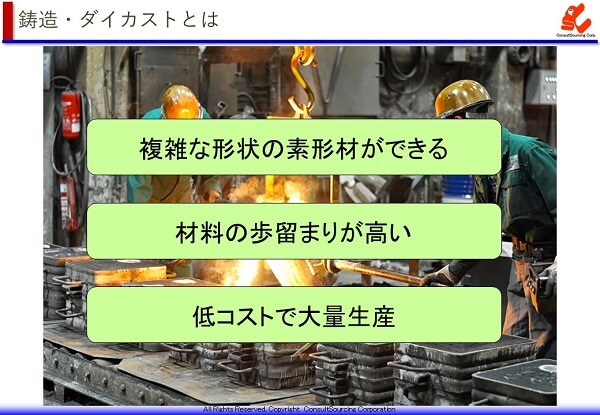
鋳造では、複雑な形状の素形材や部品をつくることができます。
材料の歩留まりは高いものとなります。形状が複雑なものほど、切削加工に比べて歩留まりは高くなります。
低コストで大量生産ができます。
砂型鋳造とは~製造工程
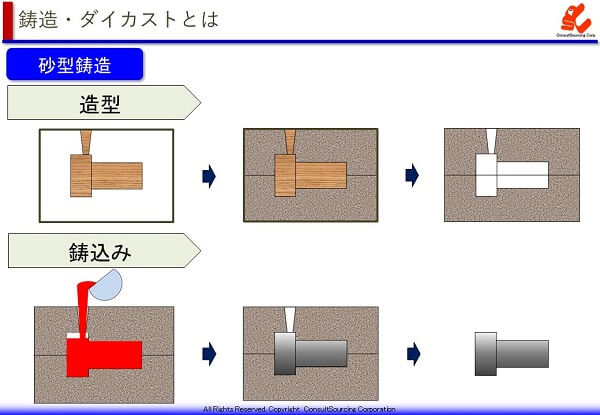
砂型鋳造から、製造工程を見ていきましょう。
最初は鋳型をつくる造形です。
砂型鋳造は、木などで原型をつくります。この原型の形を鋳型に転写して造形します。
原型の周りに砂を敷き詰め、押し固めます。
押し固められた砂の中から原型を取り出すと鋳型になります。
この鋳型の中に溶融温度以上で熱して、溶けた材料を流し込みます。
流し込まれた材料が冷えて固まると、原型と同じ形状の部品となります。
最後に、砂でできている鋳型を壊して、部品を取り出します。
砂型鋳造でつくられた部品は、鋳型の砂粒の凹凸も転写されて表面がザラザラとしています。
また、精度もそれほど高くありません。
ロストワックスとは~製造工程
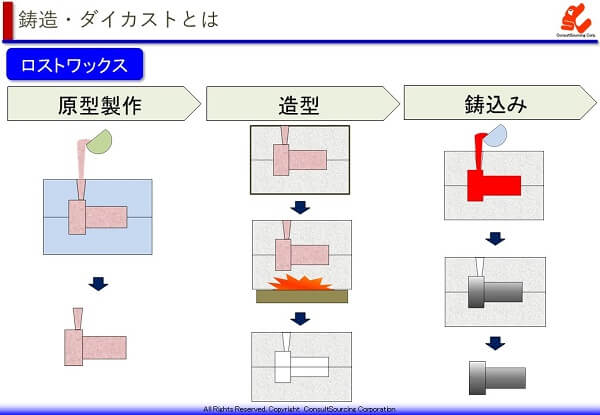
続いてロストワックスです。
型の中に溶けたロウなどを流し込み、原型をつくります。
ロウの塊を削って原型をつくることもあります。
原型の周りに石膏やセラミックを入れます。
炉などで石膏やセラミックを焼き固めると同時に原型のロウを溶かします。
原型のロウが流れ出ることで、原型の形状が転写された空間ができ、鋳型となります。
この鋳型の中に溶融温度以上で熱して、溶けた材料を流し込みます。
流し込まれた材料が冷えて固まると、原型と「同じ形状」の部品となります。
最後に、石膏やセラミックスの鋳型を壊して、部品を取り出します。
ロストワックスでつくられた部品は、表面がきれいで、精度も高い鋳物をつくることができます。
ダイカストとは~製造工程
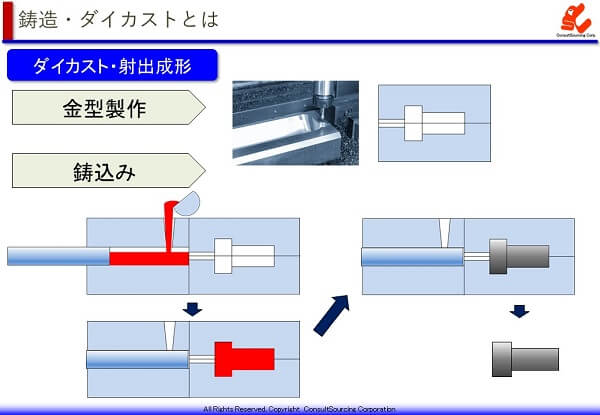
最後はダイカストです。
最初に、金属製の鋳型となる金型をNC加工機などて製作します。
できた金型を組み立てます。
金型をダイカストマシンと言われる圧力をかけながら鋳造する機械にセットします。
ダイカストマシンの中に溶融温度以上で熱して、溶けた材料を流し込みます。
流し込まれた材料を圧力を加えながら金型の中に押し込みます。
押し込まれた材料が冷えて固まると、金型の形状が転写された部品となります。
最後に、金型から部品を取り出します。金型は繰り返し使用されます。
ダイカスト部品は、表面がきれいで、高い寸法精度の鋳物を短時間でつくることができます。
成形する材料が樹脂の場合、射出成型と言います。
ダイカストと射出成型は、つくり方はほとんど同じで、材料が金属か、樹脂かの違いだけです。
材料の溶融温度は大きく違いますから、設備はまったく異なるものとなります。
鋳造・ダイカストの品質管理項目と注意点
続いて、鋳造の品質管理項目と品質管理上の注意点です。
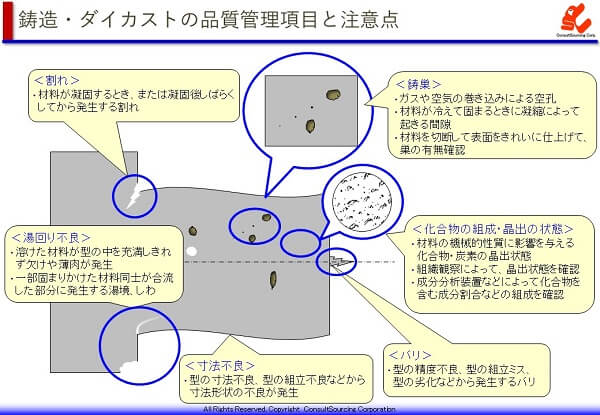
化合物の組成・晶出の確認
鋳造の第一の品質管理項目は、化合物の組成・晶出の状態です。
鋳造では、必要な機械的性質を持った材料をつくるのが目的です。
そのために、原料や添加物の配合、鋳造条件などを調整・管理しています。
組織観察などで、化合物や炭素などの晶出状態を確認して、ねらいとする材料となっているか確認します。
原料及び化合物の成分割合などの組成を、蛍光X線分析装置や発光分光分析装置などの成分分析装置を使って計測し、ねらいとする材料となっているか確認します。
鋳巣の確認
鋳巣は、ガスや空気の巻き込みによる空孔です。
また、材料が冷えて固まるときの凝縮によって起きる間隙です。
これらが多いと、強度の低下、加工後の仕上げ面の欠陥、気密性の低下などを招きます。
材料を切断して、表面をきれいに仕上げて、鋳巣の有無の確認をします。
割れの確認
割れは、鋳造時の凝縮などによって内部に残留した応力が原因で発生します。
鋳造後、しばらく経ってから発生することもあり、製品納品後に割れが発生することもあります。
製品の出荷検査での確認も必要です。
湯回り不良
湯回り不良には、溶けた材料が型の中に充満しきれず、発生する欠けや薄肉があります。
また、一部固まりかけた材料同士が合流する部分に発生する湯境やしわがあります。
いずれも、溶けた材料が型の中を行き渡るときに発生する欠陥です。
薄肉部や角などの湯回り状態を目視で確認したり、カットして湯境やしわの有無を確認します。
バリの確認
バリは、鋳型の見切り面に沿って発生します。
型の精度不良、組立ミス、劣化によるスキマの拡大などが原因で発生します。
バリの有無、削除残りがないか確認します。
寸法形状不良の確認
寸法形状の不良も確認します。
鋳造での収縮や変形を見込んで鋳型は製造されます。
見込み量の見誤りなど、型の寸法不良、組立不良などから、出来上がった鋳物の寸法形状が不良となっていないか確認します。
材料としての引張強度を確認します。
強度の確認
溶けた材料が固まるとき、冷却スピードやムラによって組織の状態が変わり、強度に影響します。
また、鋳巣や湯回り不良などによっても強度はバラツキが発生しますので、鋳造した材料からサンプルを切り出して、引張試験を行い、規定の強度を満たしているか確認しなければなりません。
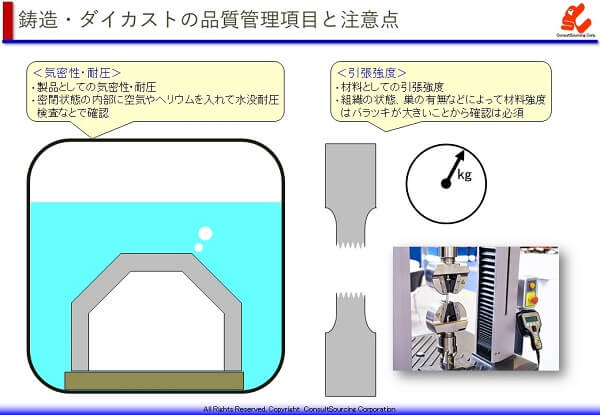
気密性・耐圧性の確認
鋳造やダイカストでつくられた部品には、気密性や耐圧性が必要なものもあります。
鋳巣や湯回り不良個所から漏れが発生して、気密不良、耐圧不良となる場合があります。
開放部分にふたをして、密閉状態にし、空気やヘリウムガスで加圧し、水没させて、気泡の有無などで、漏れがないかを確認します。
鋳造品・ダイカスト品の検査方法
鋳造・ダイカスト品質の検査には、硬度測定と組織観察があります。
硬度測定とは
硬度測定は、部品の表面の硬さを測定したり、カットして内部の硬さを測定したりします。
測定物に、一定の加重で圧子を押し込み、その圧痕の大きさで材料の硬さを測定します。
硬いと圧痕の大きさは小さく、やわらかいと大きくなります。
測定方法の違いで、ビッカース硬さ、ロックウェル硬さなどの種類があります。
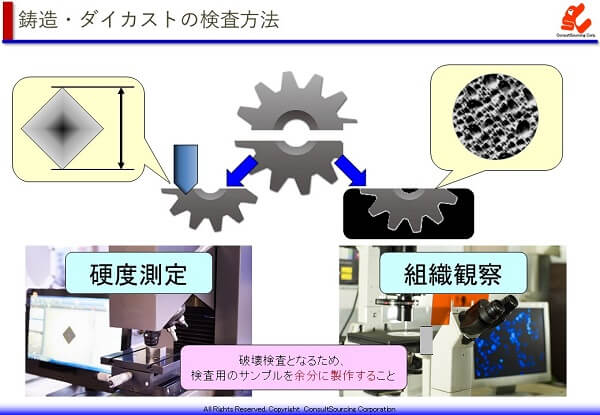
組織観察とは
カットしたサンプルの表面を磨き、目視や拡大鏡で欠陥をみたり、磨いた面を腐食させて、顕微鏡で観察するのが組織観察です。
巣やクラックなどの欠陥の有無を確認したり、結晶状態や粒度、気孔、化合物の分布状態などを観察し、鋳造・ダイカスト条件の適切性、ねらいとする組織の状態となっているかなどを評価します。
これら検査は、破壊検査となるので、検査用のサンプルを余分に製作する必要があります。
割れの確認の仕方
鋳造・ダイカストによる影響を確認するためには、割れの観察を行います。
割れの確認には、部品を磁化させて、磁性体粉末を吹き付け、割れている個所にできる磁性体粉末の模様から検出する磁気探傷検査方法があります。
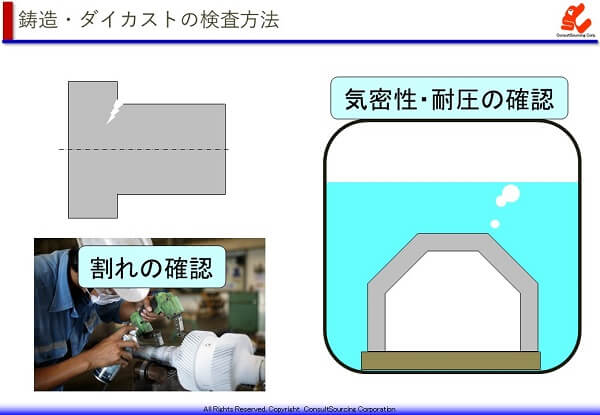
気密性・耐圧性の確認の仕方
鋳造・ダイカストした部品の気密性や耐圧性を確認することもあります。
部品を密閉し、空気やヘリウムガスを充てんして、水没させ、気泡などを観察して、洩れの有無を確認します。
引張試験と、衝撃試験は、鋳造・ダイカストした材料の機械的性質を確認するものです。
強度試験とは
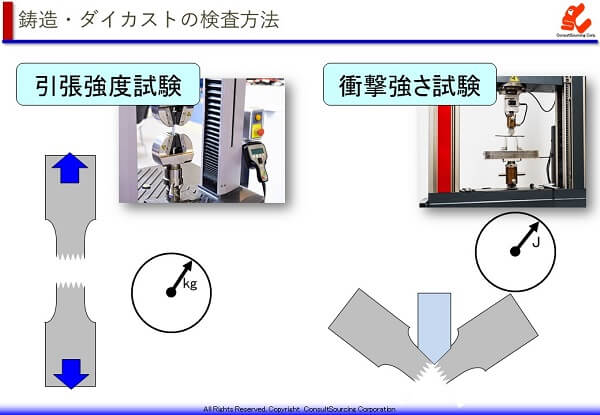
材料の強度や靭性などを評価する試験です。
引張試験は、試験片を両方から引っ張り、その時の最大荷重で評価します。
材料の引張強度、降伏点、伸び、絞りなどの機械的性質をみる試験です。
衝撃試験は、試験片にハンマーなどで衝撃を与えたときの破壊エネルギーで評価します。
材料の靭性、つまり、粘り強さをみる試験です。

関連記事
-

-

2019.8.21
不適合品と異常品の識別と処置の仕方と管理ポイント
-

2018.9.24
FMEAとは~工程品質を高める5ステップとツール・事例
-

2018.8.15
QC7つ道具の使い方:対策立案から改善・分析に役立つQC手法のテキスト、作成事例





最近の記事
-

-

2025.8.5
進まないDXの原因は?実際と計画を連動させて効果を出す製造DXの勘所 -

-

2024.4.26
課題・問題発見力を高める13の方法とフレームワーク -

2024.4.25
原因分析の手法~なぜなぜ分析で真因を導き出す手順とツールを事例で解説
人気の投稿とページ
Copyright © 改善と人材育成のコンサルソーシング株式会社